
Our Parts
 Info Coming Soon.
Info Coming Soon.
 This body assembly is made from 6061-T6511 aluminum extruded bar. Machining complete includes four milling operations. Following mahining and deburr operations the main bore is precision honed within 0.0005" of an inch. After type 2 purple anodize, the part is laser marked and assembled with inserts.
This body assembly is made from 6061-T6511 aluminum extruded bar. Machining complete includes four milling operations. Following mahining and deburr operations the main bore is precision honed within 0.0005" of an inch. After type 2 purple anodize, the part is laser marked and assembled with inserts.
 Info Coming Soon.
Info Coming Soon.
 This is one of the bigger hog-out jobs that we do. We start with 8.00" diameter 6061 bar. The lathe removes the bulk of the material and then the cnc mill finishes the part with contouring and scalloping. Plating is a type 1 chromic anodize with chem film masked off.
This is one of the bigger hog-out jobs that we do. We start with 8.00" diameter 6061 bar. The lathe removes the bulk of the material and then the cnc mill finishes the part with contouring and scalloping. Plating is a type 1 chromic anodize with chem film masked off.

 Info Coming Soon.
Info Coming Soon.

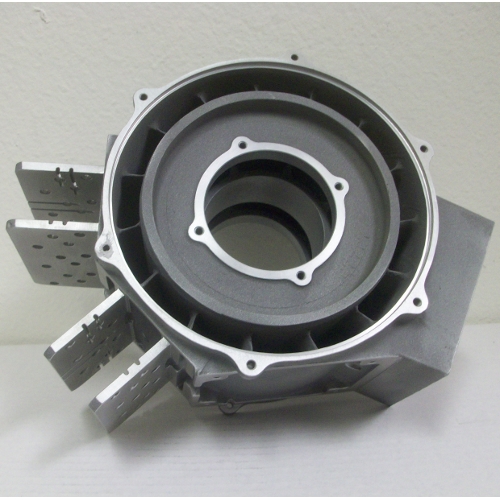 This is an 8.0" diameter aluminum casting that goes through extensive machining on both mill and lathe operations. Included in the mill work is a significant amount of 4th axis utilization. After type 2 anodize, we install 40 plus locking helicoil inserts per part.
This is an 8.0" diameter aluminum casting that goes through extensive machining on both mill and lathe operations. Included in the mill work is a significant amount of 4th axis utilization. After type 2 anodize, we install 40 plus locking helicoil inserts per part.

 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 This bracket is machined out of 7075 cold finished plate stock. Six CNC milling operations involves machining this to blue print specifications. Multiple dimensions are held pre-anodize allowing for type 3 buildup and a complete part.
This bracket is machined out of 7075 cold finished plate stock. Six CNC milling operations involves machining this to blue print specifications. Multiple dimensions are held pre-anodize allowing for type 3 buildup and a complete part.
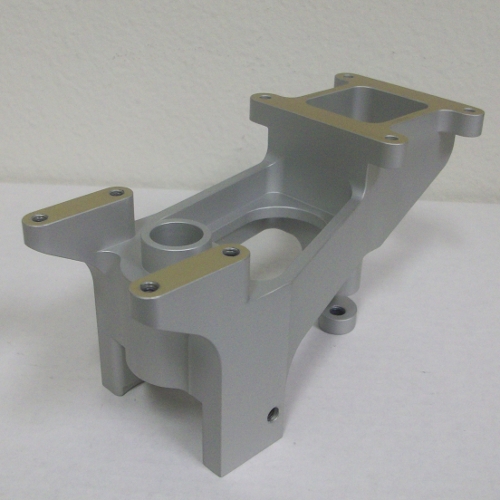
 Aluminum hog-out made from 6061-T6511 extruded bar. A significant amount of metal removal is needed for this part, especially on the inside bore. Time required has actually gone down thanks to the speed and capacity of the Mori Seiki machines. The finishing is completed only by NADCAP approved sources, with type 2 anodize dyed red plus chem film for electrical conductivity.
Aluminum hog-out made from 6061-T6511 extruded bar. A significant amount of metal removal is needed for this part, especially on the inside bore. Time required has actually gone down thanks to the speed and capacity of the Mori Seiki machines. The finishing is completed only by NADCAP approved sources, with type 2 anodize dyed red plus chem film for electrical conductivity.

 Info Coming Soon.
Info Coming Soon.

 A forging made from a special 2618 grade aluminum. This end cap assembly is first turned on the lathe in two operations. Then three computer numerically controlled milling follows using designed tooling to hold the part. After deburring, the part is penetrant inspected for all cracks or voids and then is anodized. The assembly features a roller swaged bearing, installed helicoils, and ink stamp identification.
A forging made from a special 2618 grade aluminum. This end cap assembly is first turned on the lathe in two operations. Then three computer numerically controlled milling follows using designed tooling to hold the part. After deburring, the part is penetrant inspected for all cracks or voids and then is anodized. The assembly features a roller swaged bearing, installed helicoils, and ink stamp identification.
 Info Coming Soon.
Info Coming Soon.
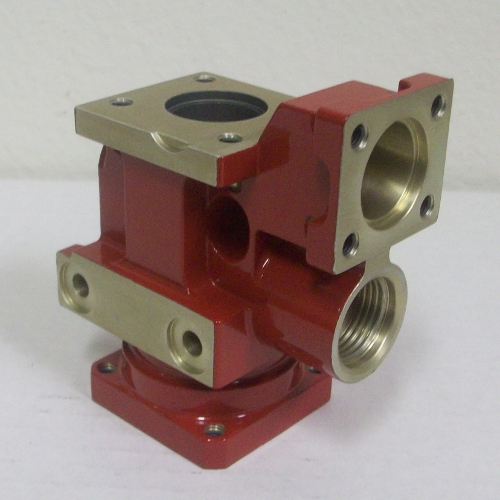
 A steel 17-4 casting machined with numerous tight tolerances for the F-22 raptor program. Hole patterns are held to a true position of .001". After passivation the part gets an aluminum ion vapor deposition (IVD) .002" thick. At final assembly we install lee plugs, military spec pins, and chemical etch the identification.
A steel 17-4 casting machined with numerous tight tolerances for the F-22 raptor program. Hole patterns are held to a true position of .001". After passivation the part gets an aluminum ion vapor deposition (IVD) .002" thick. At final assembly we install lee plugs, military spec pins, and chemical etch the identification.
 Info Coming Soon.
Info Coming Soon.
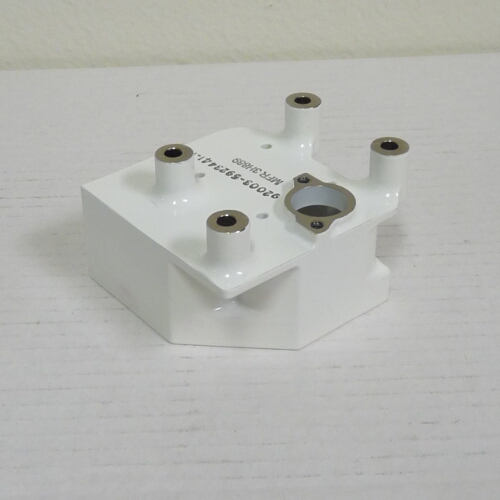
 Machined from 13-8 steel bar. The main bore is extremely tight tolerance and must be precision honed. Both rosan ports must be electrically discharge machined to meet blue print specifications. After all machining the part is passivated, primed, and painted white. Then the bearing is installed by ring staking both sides.
Machined from 13-8 steel bar. The main bore is extremely tight tolerance and must be precision honed. Both rosan ports must be electrically discharge machined to meet blue print specifications. After all machining the part is passivated, primed, and painted white. Then the bearing is installed by ring staking both sides.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.

 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.

 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.

 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.
 Info Coming Soon.
Info Coming Soon.